برای استعلام پیش فاکتور لیست درخواستی خود را از طریق پیام رسان ها به شماره ۰۹۰۲۴۱۱۱۹۳۰ ارسال نمایید.

 رده 20 چین")

لوله بدون درز (مانیسمان) رده 20 چین سایز 2 اینچ
0 تومانشاخه ایی
لوله بدون درز (مانیسمان) رده 20 چین سایز 4 اینچ
0 تومانشاخه ایی
لوله بدون درز (مانیسمان) رده 20 چین سایز 3 اینچ
0 تومانشاخه ایی
- استحکام و مقاومت بالا در برابر دما، فشار و فرسودگی
- لوله از نوع مانیسمان بدون درز
- طول لوله ها 6 متری
- کاهش هزینه های تعمیر و نگهداری در طولانی مدت
- عدم استفاده از درز در تولید لوله
- یکنواخت بودن و استحکام بالا
توضیحات
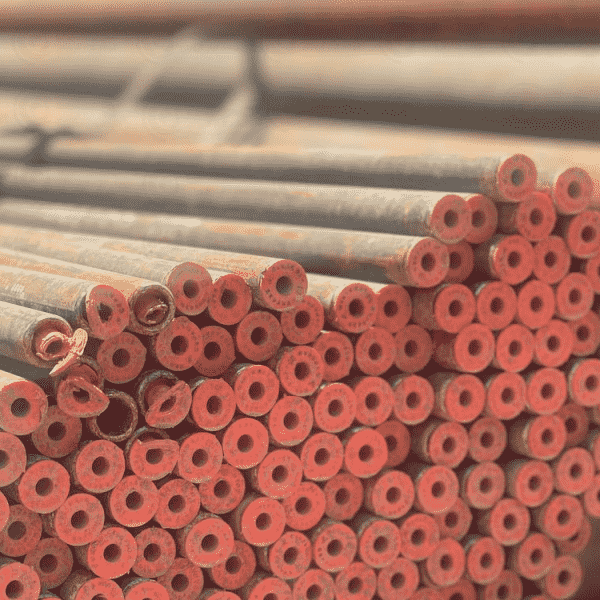
مشخصات فنی لوله رده 20 مانیسمان چینی سایز 3 اینچ
لوله مانیسمان چینی رده 20 3 اینچ جزو پرمصرف ترین لوله های بدون درز در صنایع مختلف است که به خاطر کیفیت مناسب لوله و تحمل فشار بالا و عمر طولانی مدت انتخابی مطمعن برای خطوط انتقال سیالات محسوب میشود. این لوله با جنس فولاد کربنی ساخته شده است و به همین خاطر از استحکام مکانیکی بسیار خوبی برخوردار است و در محیط های صنعتی و تاسیساتی عملکردی پایدار ارائه میدهد. لوله بدون درز مانیسمان رده 20 چین سایز 3 اینچ یکی از گزینههای قابل اعتماد در خرید لوله فلزی بدون درز است و به دلیل استحکام بالا در پروژههای صنعتی استفاده میشود.
این لوله دارای ضخامت 3.2 میلی متر میباشد و در رده ضخامت 20 قرار میدهد. این ویژگی ها باعث شده که تحمل فشار بالا، تنش های حرارتی و شرایط کاری سخت را داشته باشد و نبود درز جوش در ساختار لوله های مانیسمان چین و مقاومت مطلبوب در برابر ضربه و خوردگی از دیگر مزیت های مهم این لوله به حساب می آید.
هر شاخه لوله در طول 6 متر تولید و عرضه میشود و وزن هر شاخه حدودا 45 کیلوگرم میباشد. این وزن استاندارد نشان دهنده کیفیت ساخت مناسب لوله میباشد که برای پروژه های حساس، خطوط بخار ، سیستم های گازرسانی، تأسیسات نفت و پتروشیمی و همچنین در شبکه های آب رسانی تحت فشار اهمیت زیادی دارد.
لوله مانیسمان چین 3 اینچ علاوه بر تحمل فشار از نظر دوام هم بسیار قابل اعتماد است و به خاطر ساختار بدون درز نسبت به لوله های درزدار عمر بیشتری هم دارد. فولاد فراز این محصول را با تضمین کیفیت و ارائه مشخصات دقیق و امکان مشاوره فنی در اختیار مشتریان قرار میدهد تا انتخابی مناسب و مطمئن برای پروژه های صنعتی و ساختمانی داشته باشند.
کاربردهای لوله مانیسمان (بدون درز) سایز 3 اینچ رده 20 چین
- گازرسانی صنعتی و ساختمانی به خاطر تحمل فشار و استحکام بالا
- سیستم های بخار و مدار های حرارتی با دمای متوسط و بالا
- تأسیسات آب رسانی تحت فشار در پروژه های صنعتی و مسکونی
- خطوط هیدرولیک و پنوماتیک که نیازمند جریان پایدار و بدون نشتی هستند
- صنایع نفت، گاز و پتروشیمی برای انتقال سیالات با فشار و حساسیت بیشتر
- نیروگاه ها و واحد های تولیدی در خطوط فرآیندی و تجهیزات پشتیبانی
- سیستم های ابزار دقیق (Instrumentation) به خاطر قطر کوچک و یکنواختی جداره
- پروژه های مکانیکال که به لولهای مقاوم، سبک و بدون درز نیاز دارند
- اتصالات و شبکه های فرعی در تأسیسات صنعتی و ساختمانی
- مدارهای انتقال روغن، مواد شیمیایی سبک و هوای فشرده
ویژگی های لوله بدون درز 3 اینچ رده 20 چین
لوله مانیسمان 3 اینچ رده 20 چین به خاطر ساختار بدون درز و کیفیت ساخت مطلوب آن از مقاومت بالا در برابر فشار، دما و تنش های مکانیکی برخوردار است که این لوله با ضخامت استاندارد رده 20 تولید شده و به همین دلیل در سیستم های صنعتی و تاسیساتی عملکردی پایدار و قابل اعتماد ارائه میدهد.
یکنواختی، قطر خارجی دقیق و جنس فولاد کربنی با کیفیت موجب این شده است که این لوله در برابر خوردگی، ضربه و سایش هم استحکام خوبی داشته باشد و همچنین وزن مناسب قابلیت جوش پذیری مطلوب و طول استاندارد شاخه ها استفاده از این لوله را در پروژه های مختلف آسان و کاربردی کرده است. این ویژگی ها موجب شده که لوله مانسیمان 3 اینچی چین رده 20 گزینه ی مطمعن برای انتقالات سیالات تحت فشار در تمام صنایع ها و سیستم های گازرسانی و حرارتی باشد.
مزایای استفاده از لوله مانیسمان 3 اینچ رده 20 چین
لوله مانیسمان 3 اینچ رده 20 چین به خاطر ساختار بدون درز و مقاومت بالای خود مزایای قابل توجهی برای استفاده در پروژه های صنعتی و تاسیساتی دارد که مهم ترین مزیت این لوله تحمل فشار متوسط تا بالا است که آن را به گزینه ای ایده آل برای انتقال بخار، گاز و سیالات مختلف تبدیل کرده است و یکنواختی جداره و عدم وجود درز جوش ایمنی سیستم و طول عمر لوله به طور چشمگیری افزایش میدهد و علاوه بر این مقاومت مناسب در برابر ضربه، تنش های حرارتی و خوردگی موجب شده که این لوله در محیط های کاری سخت عملکردی پایدار ارائه دهد.
وزن استاندارد، کیفیت مناسب فولاد کربنی و قابلیت نصب و جوشکاری آسان استفاده آن را در خطوط گاز رسانی، موتورخانه ها و تجهیزات صنعتی ساده تر و مطمعن تر میکند و همه این ویژگی ها باعث شده تا لوله بدون درز رده 20 چین یکی از انتخاب های اقتصادی، بادوام و ایمن برای پروژه های مختلف باشد.
قیمت لوله رده 20 مانیسمان چین سایز 3 اینچ
قیمت لوله مانیسمان رده 20 چین سایز 3 اینچ به عوامل متعددی مانند نرخ روز آهن آلات هزینههای تولید کارخانه و نوسانات بازار ارز و میزان تقاضا بستگی دارد. به دلیل نداشتن درز جوش و مقاومت بالا در برابر فشار این نوع لوله در صنایع نفت و گاز و تاسیسات و خطوط انتقال سیالات کاربرد گسترده ای دارد و همین امر باعث اهمیت اطلاع از قیمت لحظه ای آن شده است.
در فولاد فراز قیمت لوله مانیسمان کاوه به صورت روزانه و شفاف به روزرسانی می شود تا خریداران بتوانند با اطمینان کامل خرید خود را انجام دهند. شما میتوانید برای دریافت قیمت دقیق سایز 3 اینچ رده 20 و اطلاع از شرایط فروش عمده یا جزئی با کارشناسان فروش فولاد فراز تماس بگیرید. هدف ما ارائه محصول با کیفیت کاوه همراه با بهترین قیمت بازار است.
خرید لوله رده 20 مانیسمان ( بدون درز ) چین سایز 3 اینچ
در فولاد فراز می توانید این محصول را با قیمت رقابتی و کیفیت عالی و امکان دریافت فوری سفارش تهیه کنید. لوله مانیسمان رده 20 سایز 3 اینچ چین برای کاربرد هایی مانند خطوط لوله صنعتی ، تأسیسات نفت و گاز ، سیستمهای آبرسانی تحت فشار و پروژه های تأسیساتی مناسب است.
کارشناسان فولاد فراز آماده اند تا ضمن ارائه مشاوره تخصصی، شما را در انتخاب دقیق سایز و رده مناسب متناسب با نوع پروژه راهنمایی کنند. برای دریافت قیمت روز ثبت سفارش یا استعلام موجودی می توانید به راحتی با واحد فروش فولاد فراز تماس بگیرید.
توضیحات تکمیلی
| کشور سازنده |
چین |
|---|---|
| نوع لوله |
مانیسمان (بدون درز) |
| رده |
20 |
| طول لوله |
6 متر |
| ضخامت |
3.2 میلی متر |
| وزن |
45 کیلوگرم |
| جنس |
فولاد کربنی |
نظرات (0)
درباره برند
برند لوله مانیسمان چین
برند لوله مانیسمان چین از تولید کننده های بازار چهانی لوله های بدون درز میباشد که جایگاه ویژه ای در صنایع مختلف بدست آورده است. تولید کنندگان چینی با تکیه بر ظرفیت بالای تولید دسترسی به مواد اولیه فولادی و بهره گیری از فناوری های روز توانسته اند انواع لوله مانیسمان را مطابق با استانداردهای بین المللی عرضه کنند. همین موضوع باعث شده لوله مانیسمان چینی در بسیاری از پروژه های صنعتی، نفت و گاز، پتروشیمی و تاسیسات ساختمانی مورد استفاده قرار گیرد. یکی از مهم ترین دلایل محبوبیت برند چین تنوع بالای محصولات در لوله بدون درز است. کارخانه تولید لوله مانیسمان چین این محصولات را در رده ها، سایز ها و ضخامت های مختلف تولید میکنند که پاسخگوی نیاز پروژه های سبک تا سنگین صنعتی است و لوله مانیسمان خود را با استانداردهایی مثل ASTM و DIN تولید میکنند که این موضوع خیال خریداران را از نظر کیفیت و ایمنی راحت میسازد. از نظر اقتصادی برند لوله مانیسمان چین به دلیل قیمت رقابتی نسبت به برندهای دیگر گزینه ای مقرون به صرفه به حساب می آید. این مزیت قیمتی در کنار کیفیت قابل قبول باعث شده بسیاری از پیمانکاران و بازرگانان لوله مانیسمان چین را به عنوان انتخاب اول یا جایگزین مناسب برند های گران تر در نظر بگیرند و البته کیفیت نهایی محصول تا حد زیادی به انتخاب برند معتبر و تامین کننده قابل اعتماد بستگی دارد. در سال های اخیر برند لوله چین سرمایه گذاری قابل توجهی روی کنترل کیفیت، تست های غیر مخرب و بهبود فرآیند تولید انجام داده اند که نتیجه این اقدامات افزایش اعتماد بازار به لوله مانیسمان چین بوده است به همین خاطر امروزه این لوله در بازار های داخلی کشور حضور پررنگی دارد. در مجموع برند لوله مانیسمان چین ترکیبی از تنوع، قیمت مناسب و کیفیت استاندارد را ارائه میدهد و در صورت انتخاب درست برند و مشخصات فنی میتواند پاسخگوی نیاز بسیاری از پروژه های صنعتی و ساختمانی باشد.مشخصات فنی لوله مانیسمان چین
لوله مانیسمان چین به خاطر ساختار بدون درز توان تحمل فشار و دمای بالاتری نسبت به لوله های درزدار دارد که به همین دلیل بررسی دقیق مشخصات فنی آن قبل از خرید اهمیت زیادی دارد. لوله های مانیسمان رده 20 و 40 چین مطابق با استانداردهای بین المللی تولید میشوند و از نظر ابعاد، متریال و خواص مکانیکی دارای تنوع بالایی هستند. از نظر سایز و ابعاد اسمی لوله مانیسمان چین در قطرهای مختلف از سایز های کوچک تا قطرهای بزرگ صنعتی تولید میشود. این لوله ها بر اساس استاندارد اینچ و ضخامت های میلی متر مشخص میشود. رده های پرکاربرد مثل 20 و 40 نشان دهنده میزان ضخامت دیواره و در نتیجه تحمل فشار لوله هستند که هرچه رده بالاتر باشد ضخامت و مقاومت مکانیکی افزایش پیدا میکند. در بخش جنس و متریال لوله های مانیسمان چینی از فولاد کربنی ساخته شده میشود. از نظر خواص مکانیکی لوله مانیسمان چین دارای مقاومت کششی و فشاری مناسب، تحمل دمایی بالا و یکنواختی ساختاری است. این ویژگی ها باعث میشود لوله در برابر ترک خوردگی، تغییر شکل و نشتی عملکرد قابل قبولی داشته باشد و همچنین سطح داخلی صاف تر نسبت به لوله های درزدار افت فشار سیال را کاهش میدهد. در مجموع مشخصات فنی لوله مانیسمان شامل سایز متنوع، رده های مختلف، متریال استاندارد و خواص مکانیکی مناسب است که در صورت انتخاب صحیح میتواند پاسخگوی نیاز طیف گسترده ای از پروژه های صنعتی و تاسیساتی باشد.ویژگی های لوله مانیسمان چینی
ویژگی های لوله مانیسمان چین باعث شده این محصول به یکی از گزینه های پرکاربرد در بازار جهانی و پروژه های صنعتی تبدیل شود. مهم ترین شاخصه لوله مانیسمان چین ساختار بدون درز آن است که فرآیند تولید هیچ گونه جوشکاری روی بدنه انجام نمیشود. این ویژگی موجب افزایش استحکام مکانیکی، مقاومت در برابر فشار و کاهش احتمال نشتی در خطوط انتقال سیالات میشود که موضوغی پراهمیت در صنایع حساس میباشد. از دیگر ویژگی های مهم لوله مانیسمان چین تنوع رده و ضخامت است که این لوله ها در رده های مثل 20 و 40 تولید میشوند و همین تنوع امکان انتخاب دقیق بر اساس فشارکاری و ضخامت را فراهم میکند. تولید کنندگان چین با استفاده از تجهیزات مدرن قادر هستند لوله هایی با ضخامت یکنواخت و تلرانس ابعادی مناسب تولید کنند که در نصب و بهره برداری نقش مهمی دارد. از نظر متریال لوله مانیسمان چین از فولاد کربنی با ترکیب شیمیایی کنترل شده ساخته میشود که این موضوع باعث مقاومت مناسب در برابر خردگی، تنش و ضربه میشود. ویژگی مهم دیگر قیمت رقابتی در کنار کیفیت استاندارد است که هزینه تمام شده پایین تری دارد به نسبت رقبا که همین موضوع این را به انتخابی اقتصادی برای پروژه های بزرگ و مصرف کنندگان عمده تبدیل کرده است.کاربرد لوله مانیسمان رده 20 و 40 چین
- استفاده در خطوط انتقال سیالات با فشار متوسط مانند آب، هوا و برخی سیالات صنعتی
- کاربرد گسترده در تأسیسات ساختمانی و صنعتی مخصوصا در سیستم های لوله کشی موتورخانه ها
- مناسب برای شبکه های آتش نشانی به دلیل مقاومت مناسب در برابر فشار و ضربه
- استفاده در پروژههای نفت، گاز و پتروشیمی سبک که فشار کاری بالا ولی بحرانی نیست
- کاربرد در سیستم های گرمایشی و سرمایشی از جمله خطوط بخار با فشار کنترل شده
- مورد استفاده در کارخانه ها و واحد های تولیدی برای انتقال مواد اولیه مایع یا گازی
- مناسب برای ساخت اسکلت های فلزی و سازه های صنعتی سبک
- استفاده در صنایع کشتی سازی و دریایی سبک به دلیل استحکام و یکنواختی بدنه
- کاربرد در سیستم های هوای فشرده در کارگاهها و خطوط تولید
- مورد استفاده در پروژه های عمرانی و زیرساختی با نیاز به دوام و طول عمر بالا
- مناسب برای پروژه های صادراتی و پیمانکاری به دلیل استاندارد پذیری و قیمت اقتصادی
- استفاده در صنایع غذایی و دارویی غیرحساس (در صورت رعایت پوشش و استاندارد لازم)












دیدگاهها
هیچ دیدگاهی برای این محصول نوشته نشده است.